
Why Experience Only Shows Up When Things Go Wrong
Manufacturing has always been high-stakes.
The tools change. The consequences don’t.When something fails, it usually doesn’t fail where you expect it to. It fails later, when the schedule tightens, when documentation gets reviewed or when a system has to perform in the real world instead of on a drawing.
After enough cycles, you start seeing problems earlier. Not because you’re smarter, but because you’ve seen the same patterns play out before.
That’s why eighty years in manufacturing matters. The patterns have repeated enough times that you start recognizing what breaks before it does.
Eight decades means we’ve already paid tuition for mistakes, so customers don’t have to learn those same lessons the hard way.
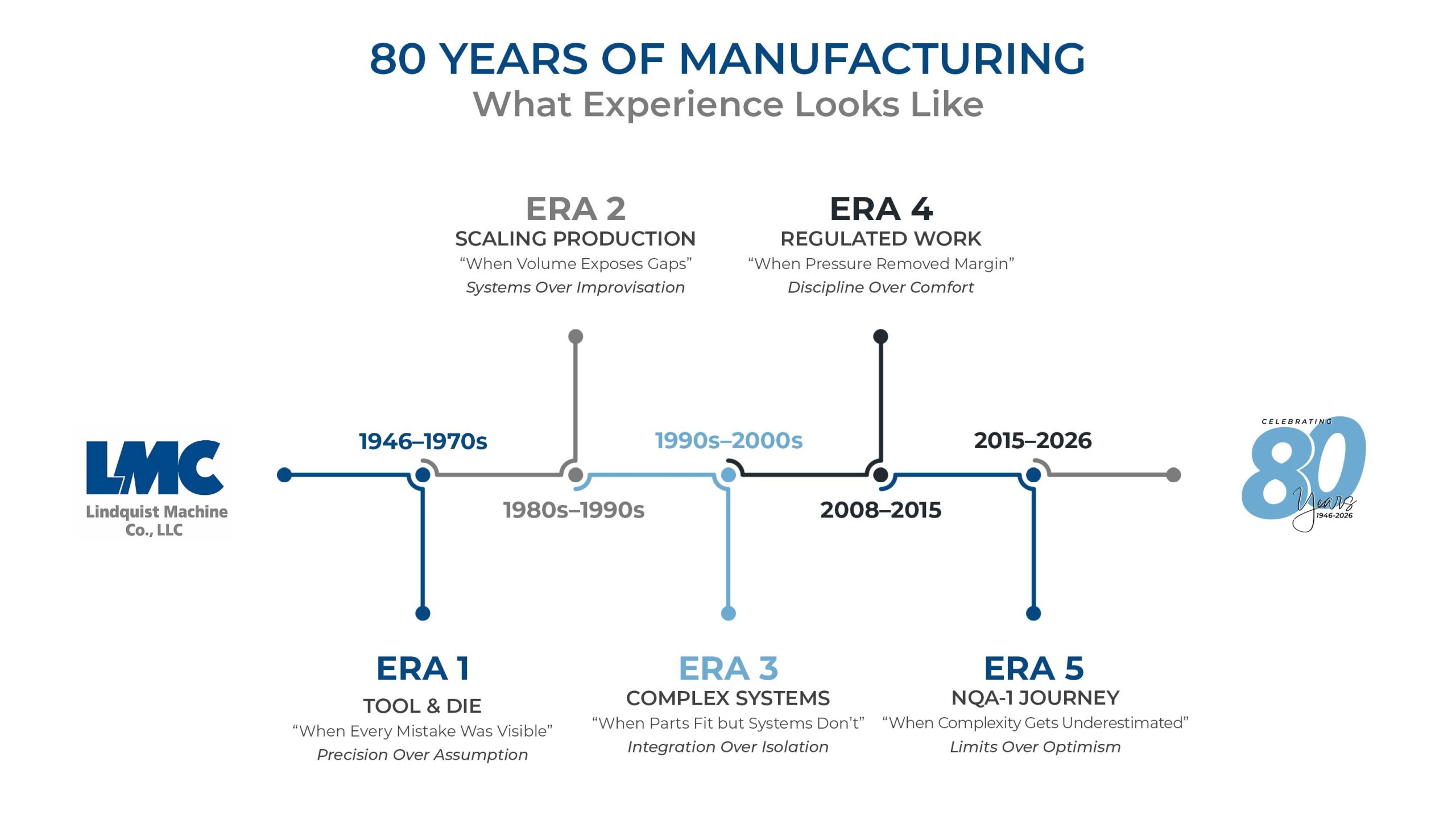
What Eighty Years Builds Lindquist Machine Company was founded in 1946 in Green Bay, Wisconsin. Over eight decades the company moved through five manufacturing eras, including tool and die, volume production, complex assemblies, regulated environments and NQA-1 compliance. Each stage added institutional knowledge, operational discipline and pattern recognition that reduces risk on complex manufacturing projects today.
When Every Mistake Was Visible
What small-batch precision taught about repeatability (1946–1977)
When Lindquist started in 1946, manufacturing looked very different. There was less automation. Smaller batches. Fewer layers between the shop and the customer.
But one thing was constant. If you made a mistake, it showed up immediately.
Tool-and-die work in those early years didn’t leave much room to hide. Parts were produced in small quantities, often for local or regional manufacturers. Customers closely inspected what they received because they depended on it. A bad tolerance on Tuesday meant a conversation on Wednesday morning.
There was no buffer. No distributor to absorb the problem. No volume to bury it. Reputation was a fragile safety net, and it was everything.
That kind of environment forces discipline.
Precision wasn’t about hitting a number once. It was about hitting it again when the material changed, when a different operator was running the machine or when the customer came back months later needing a few more parts that had to match exactly.
Craft mattered. Skill mattered. But skill without repeatability eventually failed the customer. One perfect part doesn’t build trust. Ten perfect parts in a row does.
Long before anyone talked about quality systems or certifications, documentation existed for a simple reason. When a customer needed three more parts six months later, they expected them to match. Notes got written. Tolerances were tracked. Setups were remembered. Because forgetting meant losing the work.
That mindset carried forward.
As the business grew and the work changed, the expectation stayed the same: if we said we could do something, it had to work again tomorrow under slightly different conditions. Build to print trust was something you earned, one repeatable outcome at a time.
That foundation, where mistakes were visible and consistency mattered, still shapes how we approach work today.
When Precision Doesn’t Scale
What volume production taught about systems (1977–early 1990s)
As the business grew, the work changed.
In 1977, new ownership brought new direction. Lindquist moved beyond tool-and-die work into precision machining for larger manufacturers. The parts got bigger. The runs got longer. Schedules started to matter in a different way.
This wasn’t small-batch work anymore. This was production.
At first, it felt like a natural extension of what we already knew. Good machinists had always produced good parts. The assumption was that if you put skilled people on better machines and gave them more work, things would scale.
They didn’t.
Volume production has a way of exposing things you can get away with in small batches. Small inconsistencies that didn’t matter when you were making a handful of parts started showing up when you were making hundreds. Shift changes mattered. Setup variations mattered. How information moved from one person to another mattered.
Individual craftsmanship couldn’t carry the load on its own.
We learned pretty quickly that relying on “that one guy who knows how to make it work” breaks down under production pressure. When schedules tighten, individual efforts don’t hold. If the process lives in someone’s head, quality changes when that person isn’t there. If inspection only happens at the end, you don’t catch problems until they’ve already multiplied across an entire batch. By then, you’re fixing parts instead of building them, and the schedule starts sliding.
Volume doesn’t forgive gaps.
This became especially clear as the shop took on production work for companies like Rockwell, later Goss International, building large, precision components for printing presses. We manufactured production drill presses for Delta for fifteen years.
That kind of volume doesn’t leave much room to hide. Parts have to show up the same way day after day, batch after batch. Fit and function depended on repeatability, not just accuracy on a good day.
The work forced a shift.
Processes had to replace improvisation. Setups had to be documented so the second shift could produce the same results as the first. Inspection had to move into the process, not just sit at the end. Deviations had to be caught early, before they affected an entire batch.
This is where a lot of the discipline people now associate with “audit readiness” actually came from. Not from preparing for audits, but from learning the hard way that production volume finds every weak spot in your system.
By the late 80s and into the early 90s, Lindquist had added sub-assembly work on top of machining. That only increased the pressure. Now, it wasn’t just about making good parts. It was about making parts that worked together, every time, across multiple operations.
The lesson carried forward.
If a process can’t survive volume, it isn’t really a process. And if quality depends on individual effort instead of repeatable systems, it won’t hold when the schedule tightens.
That experience still shapes how we think about build to print work today. When customers ask about capacity, consistency or schedule pressure, the answer isn’t about machines or headcount. It’s about whether the system holds when things stop going perfectly.
Because sooner or later, they always do.
When Parts Fit but Systems Don’t
What complex assemblies taught about interfaces (early 1990s–early 2000s)
As the work evolved, the problems changed again.
By the early 1990s, Lindquist wasn’t just machining parts. We were building assemblies. Full machines. Integrated systems that had to function as a whole, not just meet print at the part level.
That exposed a different kind of failure.
A part could be machined perfectly and still cause problems once you tried to put the system together. Measurements checked out. Tolerances were in spec. And something still didn’t work.
On paper, things looked fine. In the shop, you started seeing where reality disagreed. Welds landed where a tool needed access later. Inspection points disappeared once assemblies came together. Tolerance stack-ups that worked individually created interference at final assembly. And sequence mattered in ways drawings didn’t always show.
These weren’t traditional quality problems. The parts weren’t wrong. The system was.
This became clear as the work moved into more complex territory. Custom machines for Kimberly Clark. Production drill presses for Delta. Wind turbine gearboxes for emerging energy companies. All of it required machining, fabrication, and assembly to work together without surprises.
That’s where things tended to break. Not in individual parts, but in how they came together.
Those issues didn’t show up while a single part was on a machine. They showed up late. When access was blocked. When an operation that made sense early created issues later. When fixing one thing, introduce another downstream.
Those issues rarely showed up right away. They showed up late, once everything came together. What started as a small interference turned into multiple fixes. One change affected the next. And before long, schedules started tightening.
So the work started slowing down earlier, not later.
Machining decisions got questioned based on what came next. Assembly teams weighed in sooner. Fabrication details got challenged before metal was cut. Not because it sounded like a good idea, but because it was the only way to keep projects from going sideways.
Over time, it became habit.
Not every part matters the same. Interfaces matter more. A “perfect” part that creates problems downstream isn’t actually perfect. Once you’ve seen that happen enough times, you stop looking at parts in isolation. The focus naturally shifts to how things connect, not just whether an individual part meets print.
When “Almost Right” Isn’t Good Enough
What production environments taught about reliability (early 2000s)
By the early 2000s, the work changed again.
Not in size or complexity, but in consequence.
This was the point where equipment didn’t just need to work in our shop. It had to work every day in someone else’s facility. Food processing and packaging environments don’t leave much margin for error. Downtime is measured in lost production, missed orders and people standing around waiting for a fix.
That changes how you think about what “done” actually means.
Something could run fine during a shop test and still fail in the field. Not because it was built wrong, but because it wasn’t built with the environment in mind. How it got cleaned. How it got serviced. What happened when something wore out or failed mid-shift.
Those questions weren’t optional. They showed up fast.
Production environments punish shortcuts immediately. A weld that’s hard to clean becomes a sanitation issue. A component that’s difficult to access turns routine maintenance into extended downtime. A seal that fails doesn’t just create rework, it stops a line.
That was a different kind of pressure than we’d seen before.
It forced a shift in how work got evaluated. Reliability mattered as much as accuracy. Documentation mattered because regulated environments expect proof, not explanations. Traceability mattered because questions don’t come when memories are fresh. They come when someone needs to know exactly what went into a piece of equipment and why.
You couldn’t bolt that on at the end.
The discipline had to be built into how the work was done. Materials had to be tracked. Procedures had to be followed the same way every time. Decisions had to be documented while they were being made, not reconstructed after the fact.
That didn’t happen overnight. It took time to learn how regulated environments think, what they expect and where they apply pressure. But once that discipline was in place, it didn’t stay isolated to food processing work.
It carried forward.
The habits formed here. Thinking about uptime, access, documentation and real-world use became transferable. Different regulations. Different industries. Same underlying expectation: if equipment is going to live in a production environment, it has to be built to survive one.
That lesson still shows up in how projects get evaluated today. Not just whether something can be built, but whether it will keep working once it leaves the floor and becomes part of someone else’s operation.
When Pressure Removes the Margin
What regulated work taught about discipline (2008–2015)
The next lesson didn’t come from growth.
It came from pressure.
When the economy turned in 2008, manufacturing slowed almost everywhere at the same time. Projects paused. Capital spending tightened. Work that had been steady suddenly wasn’t.
That forced decisions.
Moving into regulated work wasn’t a strategic bet at first. It was a way to keep the doors open when other markets were pulling back. Nuclear-related work offered stability, but it came with expectations that were different from what we’d dealt with before.
The first nuclear projects didn’t test our ability to machine parts.
They tested everything around it.
We could make the components. That wasn’t the issue.
What changed was how little room there was for assumption.
Some of what we’d learned in food processing carried over. We were used to thinking about cleanliness, traceability and documentation. But nuclear work asked for a different level of rigor, and it showed up earlier in the process than expected.
Things that had worked through experience or informal process started to feel exposed. Questions came sooner. Expectations were clearer. You couldn’t rely on “catch it later” thinking, because later often wasn’t an option.
That didn’t mean everything was suddenly wrong.
It meant the margin was gone.
Small gaps that might not matter in other work mattered here. Decisions had to hold up when someone asked why they were made, not just whether the part worked. If something couldn’t be explained clearly, it created friction.
That pressure revealed where discipline really lived.
Not in policies or binders, but in how work actually moved through the shop. How information got shared. How consistently steps were followed. How people were slowing down to make sure something was right instead of assuming it could be fixed later.
It took longer than expected to adjust. Most shops underestimate that curve. We did too.
But once those habits started forming, they didn’t disappear when things stabilized. The expectation that work had to stand up to scrutiny became normal, not exceptional.
That period changed how risk gets evaluated.
Speed mattered less when the cost of getting it wrong was high. Conservative commitments mattered more than optimistic ones. And saying early, “this needs to be handled differently,” protected the customer as much as it protected the shop.
Those lessons came from working under pressure, when there was no margin for cleanup later.
And once you’ve worked that way, it’s hard to go back.
When Complexity Gets Underestimated
What NQA-1 taught about knowing your limits (2015–2026)
By the mid-2010s, nuclear work wasn’t just something that showed up during a downturn. It was becoming a defined part of the business.
And that’s where another lesson surfaced.
Most shops underestimate what NQA-1 compliance requires.
We did.
We’d worked in regulated environments before. It was easy to assume we were close.
Close isn’t the same as ready.
The government grant program to build a nuclear training box, a demonstration glove box used for handling training, accelerated that realization. That project didn’t just require building equipment. It exposed us to people inside the nuclear ecosystem: engineers, quality leaders, program oversight teams. It brought different expectations into the room and made the gaps visible faster.
NQA-1 isn’t just about having procedures. It’s about whether those procedures hold when someone reviews them line by line. It’s about traceability that doesn’t break when a project stretches months or years. It’s about discipline that survives schedule pressure and scrutiny.
That takes time. It also takes humility.
On February 6, 2026, we received confirmation of NQA-1 compliance. That milestone represented years of work, not a quick certification.
There were moments when we realized certain opportunities required layers we weren’t structured to carry alone. Not machining capability. Not fabrication. But engineering ownership, certification authority or scope that extended beyond build to print execution.
Earlier in our history, we might have tried to stretch.
By this point, we knew better.
Nuclear work has very little tolerance for optimism. If something doesn’t align — documentation, scope, internal structure — it shows up eventually. And when it does, it’s expensive.
So the approach changed. It became more deliberate.
Instead of asking, “Can we figure this out?” the question became, “Are we the right fit for this scope?”
That distinction matters.
We leaned into what we do well: build to print manufacturing, refurbishment, mechanical execution where engineering intent is defined and the expectation is disciplined execution. And where full engineering ownership was required, we aligned with partners structured for that level of responsibility.
That wasn’t weakness. It was clarity. In regulated work, understanding your limits is risk control.
Over time, that clarity became part of qualification conversations. Not just what we can do, but where the edges are. Not just how fast we can move, but whether the structure is in place to support the work.
Because at this level of complexity, saying “no” early protects everyone.
Once we’d worked inside systems that tight, we stopped confusing ambition with capability. We started asking ‘Should we?’ before asking ‘Can we?’
When Effort Can’t Fix Fit
Why not every opportunity is the right one
Not every lesson comes from growth.
Some come from miscalculation.
There were projects over the years that lost a lot of money. Not because people didn’t work hard. Not because the intent was wrong. But because we took on work that stretched beyond what we were structured to carry.
Projects where engineering complexity ran deeper than expected.
Scope that looked manageable until it wasn’t.
Work where we believed effort could compensate for structure.
It can’t.
We’ve powered through a lot. Long hours. Extra meetings. Rework. Creativity. But if the underlying capability isn’t aligned with the scope, effort just makes the lesson more expensive.
Some of the most valuable lessons came from projects where we lost money. Real money. Because we underestimated what it would take. Because we assumed we could “figure it out” along the way.
That phrase sounds optimistic.
It isn’t.
In complex manufacturing work, “we’ll figure it out” usually means the risk hasn’t been fully defined yet.
Those experiences changed how we qualify projects.
The question stopped being, “Can we technically build this?”
It became, “Do we have the structure around it to support it?”
Do we have the right partners in place?
Is the engineering ownership clear?
Are the regulatory implications fully understood?
Is the timeline realistic for the level of scrutiny involved?
If the answer isn’t clear, the project doesn’t get easier later.
Earlier in our history, we were more willing to stretch. To assume effort would close the gap.
Over time, that shifted.
Losing money sharpens judgment. It forces clarity about where your strengths actually are and where optimism turns into risk.
It also makes you more protective of the customer.
Because after living through projects that didn’t align, we didn’t want anyone else to have to pay tuition on those lessons.
That’s part of what experience really is.
Not just years in business.
But a collection of hard-earned boundaries, and the discipline to respect them.
When the Same People Stay
What long-term teams change in complex manufacturing
One thing that doesn’t show up on a capability sheet is continuity.
It’s easy to point to machines, certifications and square footage. Those matter. But what often matters just as much is how long the same people have been working together.
People stay because the expectation is growth, not burnout, and because the work matters.
When people work together for a long time, something different develops from shared experience. It’s institutional knowledge built across projects, industries, mistakes and what came after them.
People remember where something broke before. They remember which fix actually solved it and which one only bought time. They understand how a particular customer thinks without needing it re-explained every time.
That kind of knowledge doesn’t live in an SOP.
It lives in someone pausing during a build and saying, “We’ve seen this before. Let’s look at it again.” It shows up when someone speaks up early because they recognize a pattern.
An 85% retention rate means the lessons from the last 20 years don’t reset every time the market shifts.
When customers come back, they’re often working with people who were here the last time. That shortens ramp-up. It reduces handoff risk and makes it easier to spot issues early instead of reacting late.
In complex manufacturing, continuity is quiet but noticeable. It’s felt in how people talk about the work. There’s less scrambling. Less ego. More willingness to slow down when something doesn’t look right.
Experience compounds.
Especially when the people who lived it stay to apply it.
Why Eighty Years Matters
How experience translates into customer risk reduction
After enough cycles, patterns repeat.
Industries, materials and regulations change. But failure modes start to look familiar.
That’s what eighty years buys.
Nostalgia and longevity for their own sake miss the point. It’s about pattern recognition.
Because we lived through:
Small-batch precision where every mistake was visible
→ Customers get repeatability that doesn’t depend on one person having a good day.
Volume production where systems either held or broke
→ Customers get processes that survive schedule pressure.
Complex assemblies where parts fit but systems didn’t
→ Customers get earlier questions about interfaces, sequencing and downstream impact.
Production environments where “almost right” shut down a line
→ Customers get thinking that includes uptime, access and real-world use.
Economic downturns that removed the margin for cleanup later
→ Customers get conservative commitments instead of optimistic promises.
Nuclear compliance that exposed every loose assumption
→ Customers get disciplined execution, clear scope boundaries and fewer surprises.
Projects that cost money because effort couldn’t fix fit
→ Customers get honest qualification conversations and earlier “no” when something doesn’t align.
That’s the shift.
The conversations start happening earlier. The questions change. We don’t wait until something goes wrong to evaluate.
More of the risk gets surfaced before the work starts. Instead of assuming effort will close the gap, we look harder at whether the structure is there to support it. And we slow down and ask whether alignment actually makes sense before saying yes.
That doesn’t eliminate risk. Nothing does.
But it brings risk forward and addresses it earlier, when it’s less expensive and easier to manage.
Eighty years doesn’t guarantee perfection.
It means many of the most common mistakes have already been made, studied and corrected.
And when the patterns start forming again, they’re easier to recognize.
That’s the real advantage.
Not the number of years.
The awareness that comes with it.
How to Use This
What to look for when choosing a manufacturing partner
Eighty years of experience only matters if it shows up in how a company works today.
So when evaluating a manufacturing partner, here are a few things worth paying attention to.
Do they ask hard questions early?
Not just about print accuracy, but about interfaces, sequencing, documentation and downstream impact.
Do they push back when something doesn’t align?
Or do they say yes quickly and hope to sort it out later?
Can they explain where their limits are?
Not vaguely, but specifically. What they do well, where they rely on partners and where the scope needs to be structured differently.
Do their systems hold under pressure?
Not when everything is calm, but when schedules tighten and scrutiny increases.
And just as important, are the same people still there?
Do they carry context from previous builds? Do they remember what worked and what didn’t?
Experience shows up in conversations, in qualification and in how early risk gets surfaced.
The right manufacturing partner won’t promise that nothing will go wrong.
They’ll help you see where it could go wrong before you’re committed.
That’s the practical value of experience.
Not that it removes uncertainty.
But that it reduces how much of it you have to discover on your own.
If you’re evaluating suppliers for build to print manufacturing, regulated work or equipment refurbishment, let’s discuss your project requirements and determine fit.
Frequently Asked Questions
When was Lindquist Machine Company founded?
Lindquist Machine Company was founded in 1946 in Green Bay, Wisconsin. The company celebrates its 80th anniversary in 2026.
What is NQA-1 compliance and when did LMC receive it?
NQA-1 is a nuclear quality assurance standard that governs procurement, documentation, traceability and process discipline for nuclear-related manufacturing. Lindquist Machine Company received confirmation of NQA-1 compliance on February 6, 2026, following years of preparation and regulated project experience.
What types of manufacturing does Lindquist Machine Company specialize in?
Lindquist Machine Company specializes in build to print CNC machining, complex assembly, equipment refurbishment and NQA-1 compliant manufacturing for nuclear and regulated industries. The company serves Tier 1 prime contractors and regulated-program customers requiring disciplined execution and documented quality systems.
Why does manufacturing experience matter for regulated or nuclear work?
Regulated and nuclear manufacturing environments have no margin for undocumented decisions, informal processes or optimistic scope estimates. Companies with decades of experience in progressive manufacturing environments have already developed the documentation discipline, traceability systems and risk-recognition habits that nuclear and DOE programs require.
What is LMC’s employee retention rate?
Lindquist Machine Company has an 85% employee retention rate. Long-term team continuity means institutional knowledge accumulated over decades stays in the building, reducing ramp-up time for returning customers and improving early risk identification on complex projects.




